
WHAT IS THE BEST TYPE OF BAG FOR YOUR BUSINESS? - A BASIC GUIDE
October 25, 2022
In which type of bag is the product to be packaged? What types of bags are there? What factors influence the choice of bag type? In this article we help you to understand and choose the best solution for your product to be bagged.

GUIDE TO CHOOSING THE BEST TYPE OF BAG FOR YOUR PRODUCT
To choose the right bagging machine for your project, the first question you need to ask yourself is: what kind of bag will the product be packaged in? This question is not as straightforward as it seems, as many of our clients ask us for advice on what bag they should use for their product.
Giving a precise answer is not always easy, as bag configuration is a complex subject. That is why, in this article, we will try to shed some light on the criteria you should consider when choosing the packaging for your product.
WHAT KINDS OF BAGS ARE AVAILABLE?
Bags are mainly categorised according to their shape and the technology needed to manufacture them, which can vary enormously from bag to bag. For solid products, bags come in the following formats:
Open-mouth bags
This is a sack-style bag made of paper, polythene (PE), or polypropylene (PP), either on its own or combined with layers of other materials. As its name suggests, the top of the bag is open, which is where the product goes in.
It is worth noting, though, that there are several types of open-mouth bags: with or without gussets, sewn, pinch or square-bottom, and SOS (self-opening) bags… We could go on.
But the main aspects to consider about this type of bag are:
- The desired end result: Bags with gussets and bags without gussets need to be handled in specific ways. What is more, open-mouth bags can have different closure systems, depending on the kind of product you need to bag. With this in mind, the question is: how do you want your bag to look?
- Line automation: If you are planning on using an automated line, the bags you choose must be suitable for this purpose. For instance, if you opt for a polypropylene bag, it must be a laminated, cold-cut on the upper part.
- Product characteristics: The properties of your product will have a major influence on the type of bag and material you choose. If you are bagging a high-value product, or that gets damaged if it comes into contact with moisture or air, you will need to select materials with protective barriers and partially hermetic seals.
Valve bags
Valve bags are rectangular and not entirely open: the product (flour, mortar, plaster, chemicals, etc.) is inserted into the bag through an opening (the valve) located at one of its corners. This minimises the chances of dust escaping and ensures that the closure is as small as possible.
Some valve bags do not need to be sealed – as is the case in the construction sector – or they may need a heat-sealed closure, especially in the food industry. In this case, you will need bags with a heat-sealable valve coated in a material like SURLYN, EVA or SUPRA.
In addition, some valve bags are suitable for automated lines, and others are not. If automated valve bag filling is your goal, you need to consider criteria like the bag’s porosity, the characteristics of the valve opening, the quality of the glued seals, the finish… If you are not nd the mouth need to be sealed, and not the sides. sure about any of these elements, your valve bag supplier will be able to help you.
Flat roll FFS
Rather than a type of bag, this is a kind of bag-forming technology. If you have an FFS-type bagging machine, instead of asking your supplier to send you 10,000 FFS bags, you will order your desired quantity of flat film rolls. The machine itself makes the FFS bags out of this film. Indeed, the initials ‘FFS’ mean Form, Fill, and Seal. All three actions occur in the same process, which is the main advantage of FFS baggers.
Vertical FFS bagging machines use flat PE film, which can carry however many protective layers the product needs, to form a bag through what is known as a forming tube and various heat-sealing points. This way, the size of the bag is regulated according to the format, so the bagged product is standardised.
Because of their shape, these bags are also known as pillow sacks. A side gusset-forming mechanism can be incorporated into your machine if you would like a more rectangular bag.
Tubular reel FFS
This type of bag is also formed by the bagging machine itself. Unlike the previous type we looked at, this kind of bag comes from a tube of PE, so only the bottom and the mouth need to be sealed, and not the sides.
The tubular or horizontal FFS bagging machine can therefore take on higher production levels at a steady rhythm.
The bags it produces are compact and rectangular, which makes palletising and logistics operations much easier and reduces packaging costs.
WHAT MATERIALS ARE THE BAGS MADE FROM?
There is no end to the materials that can be used to make bags, but they all serve different purposes. Some are used as a coating, others for printing effects, for easier closure, or to make the bag stronger. Some can even help your product to last longer.
Broadly, though, the basic options to which these other materials can be applied are:
- Paper
- Polythene (PE)
- Polypropylene (PP), also known as woven bags
- Aluminium foil
All of them can be accompanied by various layers and coatings, but their essential characteristics differ, so they are used for distinct purposes. Paper, for example, is the best choice for valve bags to be used in an automated process, as its porosity allows the air pumped in through the valve to escape, while PE is ideal for products that require as much protection as possible from moisture and changes to their environment. PP bags, meanwhile, allow your products to ‘breathe’ and are strong, which is an especially important quality in manual handling processes.
Several factors will determine whether you should choose one material or another, so let us take a look at them:
WHAT FACTORS ARE INVOLVED IN DESIGNING A BAG?
Protecting the product
If your product calls for airtight packaging or protection from sunlight, you will need a PE bag, which can be treated with one or more layers of another material depending on the level of protection required (aluminium foil, for example). Paper is also a good option for keeping out light, but not air or moisture, unless it is combined with inner layers of foil or PE. Finally, PP or woven bags enable the product inside to breathe.
Added value
The more sophisticated the bag, the higher its cost, logically. As you know, the price of the product will end up reflecting this cost. So, when choosing your bag, make sure your product can take this price increase.
Production level
Pre-made bags will always require more handling than bags formed from a roll. If your required production level is high, an FFS bagging machine could be the perfect solution. For small-scale production, though, any of the pre-made bags mentioned above could suffice.
Hygiene
When you work with powder products, it is important to think about the level of hygiene you need in your plant. For micronised products, valve bags can pose a problem: some particles may escape through the pores in the paper due to the high air pressure used to insert the product into the bag. In this case, a PE bag (with or without aluminium foil) would be a better option.
If you want to use an open-mouth bag, you will need to check that the filling spout on the bagging machine you are going to use is airtight, especially if your product is a powder.
Number of products and formats
If your line only produces one format – 25 kg bags, for instance – you will have no problem using pre-made bags, as you will always need the same consumable.
But say you make 10 distinct products, with varying densities, and each comes in 5 kg, 10 kg, 20 kg, and 25 kg formats. This will require roughly 20 to 40 types of bags, without taking into account the number of markets in which you sell your products. In this scenario, your consumables will take up a lot of space, and you will have to keep an eye on your stock of 40 different bags. These problems disappear if you use an FFS bagging machine, as it can make all sorts of formats with a single consumable by simply regulating the bag measurements. A prior standardisation process will be required, though.
HOW CAN TMI HELP YOU?
As you can see, every case has its own specific needs. The team here at TMI would advise you to ask various bag manufacturers about the materials and options they can offer you. As bagging machinery manufacturers, we can also provide technical guidance on the pros and cons of different bag types combined with each bagging system we make.
Then, the next step would be to analyse your product’s performance. We do this in the TMI lab at the beginning of all our projects. As well as giving you a better idea of the type of bag you need, this process will provide information on the recommended dosing, whether or not you need a deaeration probe, how airtight you need the bag and filling spout to be, and more.
If you would like some advice on this subject, send us the details of your product and we will be delighted to help.
DECHKOV MILL – WHERE END-OF-LINE AUTOMATION STANDS FOR OPTIMAL PRODUCTIVITY
July 01, 2022
TMI, in partnership with its local partner Avesto Ltd., has provided this Bulgarian wheat milling company with a complete bagging line solution, which has directly impacted its productivity. Want to know how? Keep reading!
ABOUT THE COMPANY
Melnitza Dechkov Ltd. is a mill that produces and sells wheat flour and wheat bran. Located in the Pleven region, which is known in Bulgaria for growing quality cereals, the company has built two mills with a total capacity of 150 tons/day: the first in 2001 and the second in 2011, as a direct consequence of growing demand.
Dechkov defines itself as a long-term, reliable, honest partner for its suppliers and clients.
The mill line is equipped with highly efficient machines for cleaning and preparing the wheat, which guarantees the quality of the final milled product. Automation at various points of the production process means that different types of flours can be made, as well as special flours following clients’ specifications.
The finished flours and bran are then shipped in bulk, in packs weighing 1 kg, 5 kg, 10 kg, 25 kg and/or 50 kg, depending on the product type. Yet, until now, the packaging line was not automated.
We met with Vladislav Dechkov, CEO of Melnitza Dechkov Ltd., who talked to us about their end-of-line automation project and its development with TMI and Avesto.
THEIR NEEDS
After automating the production process, the next logical step for Dechkov Mill was to automate the end of the line, i.e. bagging and palletising. So, they started to work on identifying their main needs in this area: reduced costs, increased productivity and improved packaging quality.
They also had to define the scope of the project, which was finalised as follows: they were looking for a bagging machine and a palletising machine able to bag the product into valve bags in a wide range of formats (5, 10, 25 and 50 kg) while protecting the food product.
With these goals in mind they started looking for possibilities, though it was not an easy ride, as Mr. Dechkov explains: ‘The main difficulty was the lack of information; there was nowhere in Bulgaria where we were able to see a working line like the one we needed’.
So, they contacted Avesto Ltd. to seek some advice on this project and find a solution for their end of line.
ABOUT AVESTO AND TMI
Avesto Ltd. is an engineering company established in 2005 that represents leading international industrial companies and provides different types of equipment, installation services, consumables and spare parts all over Bulgaria.
As a trusted partner of TMI, Avesto offers the whole range of TMI products, which are widely used in three sectors of the country’s industrial structure: agriculture, mining and processing. As soon as the product is ready to be packed, TMI can offer bagging solutions for all sorts of products with different behaviours, palletising solutions for various types of bags and speed requirements, and pallet protection with film using stretch-wrapping technology.

THE PROPOSED SOLUTION
With their joint experience and expertise, Avesto and TMI found a solution to suit Dechkov’s requirements perfectly, and so they proposed the following:
-
ILERSAC VBF: an automatic bagging machine for valve bags, which includes an ILERSONIC ultrasonic sealing system to protect the product from external agents. It can also adapt to bags of very different formats, as the bagging spout can easily be changed according to the diameter of the bag valve.
-
ILERPAL P: an automatic gantry palletiser, which is very compact and cost-effective while offering great palletising results and completely stable loads.
This solution was a perfect fit for the customer’s needs and requirements, so they chose Avesto’s proposal: ‘Only Avesto suggested a machine able to pack 5 kg, 10 kg, 25 kg and 50 kg in valve bags. Also, the price and the capacity of the machine were what we were looking for’, says Mr Dechkov.
You can see this line in action in this video.
THE RESULTS
This bagging line was manufactured in Spain and then delivered to Bulgaria. Commissioning and start-up were carried out by a team made up of TMI and Avesto technicians. The Avesto technicians worked on site, while TMI technicians were able to assist them remotely using a Tele-service device. This way, the budget was kept under control, as no international travel was required from technicians.
You can see the result in this video, where the complete bagging line is working.
According to Mr Dechkov, the bagging and palletising line has directly contributed towards increasing the plant’s productivity and improving packaging quality: ‘We started to pack more bags per hour with fewer people. For example, with our old machine, we packed 3.5 tons of 25 kg per hour with 2 people, and now we pack 5 tons of 25 kg with 1 person’.
The prospects for future growth have also improved for this Bulgarian company: ‘We think we will be more flexible and ready for new challenges in the market’, concludes Mr Dechkov.
ALWAYS AT THE CLIENT’S SIDE
Do you want to know how TMI’s solutions can contribute towards improving production and efficiency in your plant? Just get in touch with us and we will advise you on packaging.
You can also check our worldwide partner network to find our local partner in your area.
TMI’S LABORATORY: THE KEY TO DEFINE THE BEST TECHNICAL SOLUTION IN DOSING SYSTEMS
August 11, 2020
TMI is an innovating company with a great product knowledge that can supply customized solutions for each customer and product. One of the main goals of the company from its beginning has been the cooperation with the customer, not just as a mere supplier but as an advisor and a trusted ally.

TMI is an innovating company with a great product knowledge that can supply customized solutions for each customer and product. One of the main goals of the company from its beginning has been the cooperation with the customer, not just as a mere supplier but as an advisor and a trusted ally.
Keeping with this spirit, TMI has got involved once again in the turnaround of one of its clients: An important producer of dextrose for the food sector who decided to adapt a part of its plant to produce dextrose for pharma and cosmetic applications.
These are industries requiring severe hygiene measures, which the bagging machinery must comply as well. Even so this manufacturer relied on the advice of TMI and together they met the challenge.
The Challenge:
Glucose is a fine cohesive product which tends to lump and release powder. Previously, this client used a gross weighing system with gravity dosing which, besides releasing a big amount of powder all around, also tended to fluidise the product, hindering the accuracy in dosing and weighing. All in all, the dosing system needed an improvement in order to provide a clean environment and an accurate filling of the bags.
Furthermore, the configuration of the existing hopper caused an irregular flow: the slant of one of its sides lead to product dispersion so that thick particles settled first to the bottom of the hopper and falling then to the screw. Thus, the thinnest particles would stay in the upper part of the hopper preventing a homogeneous mixture of the final product.
Moreover, the weighing and dosing system was placed two floors above the bagging spout in a clean room environment with an external palletizing system. This was one of the critical factors when designing this equipment: the existing layout had to be kept, while fulfilling the strict hygiene measures that dealing with a pharma product requires.
The solution:
Both technical and empirical approaches to the project were decisive: TMI counts on a laboratory able to simulate material segregation, thus typifying the product behaviour and preventing the critical points on the dosing.
The result was the current design of the weighing system, which fulfils following criteria:
- Quick and easy cleaning process: A screw detaching system has been included into the supply, allowing to empty the screw at every end of cycle recovering the remaining product into a joint collection tray. Furthermore, this detaching function allows the hygiene process for the operators, who can easily access the area to be cleaned with this tool-free detachable unit.
- Controlled dust-tight dosing: The bagging spout has been adapted with an optimized opening for better obturation. New aspiration and compression points have been strategically installed.
- Avoiding product segregation before bagging: A specifically designed deflector has been installed, which modifies the final distribution of product in the reception hopper.
- Perfect finish for the welding joints: continuous smooth welding has been set up by certified welders who documented the whole process.
- Utmost guarantee on final product traceability and the GMP: All used materials have been certified, documented and produced under the pharma grade specifications. Likewise, in order to avoid infestations and contamination, all the components of the dosing part have been sterilized with safe products before entering the plant.
- The whole system has been produced fulfilling the regulation of ATEX – Zone 20.
ABOUT HYGIENIC DESIGN AND HOW WE APPLY IT TO BAGGING MACHINERY
May 27, 2021
Find out about the basic principles of hygienic design and how we apply them to TMI bagging solutions.

Food producers have an important and unavoidable mission: to guarantee the safety and traceability of their products at all stages of the chain, from the production of each ingredient until the final product is consumed.
To this end, there are various food safety regulations that define, among other things, the requirements to be met by equipment and facilities that may be in contact with foodstuffs. These regulations not only constitute the legal framework that producers must comply with, but also define what is known as hygienic design.
In this article you can find out about the basic principles of hygienic design and its importance in the food industry:
WHAT DOES HYGIENIC DESIGN STAND FOR?
Hygienic design is of major concern in plant and equipment construction, being the systematic focus of the food industry, where ensuring the safety and health of consumers is of paramount importance.
The aim is therefore to eliminate sources of physical, chemical or microbiological contamination of foodstuffs. This is a risk that must be avoided at all costs, and this is achieved by minimising any possible source of contamination, making it visible at all times, and making it easy to clean.
REGULATION OF HYGIENIC DESIGN
In order to ensure the necessary hygienic production conditions, regulations have been established, differing from country to country, which define the criteria to be followed and the measures to be taken in the design of safe equipment and facilities.
In the European Union, the legal framework that defines it is the Machinery Directive 2006/42/EC, together with Regulation (EC)1935/2004 on materials and articles used in contact with foodstuffs, European hygiene legislation and the legislation of the individual member states. In addition, the non-statutory standards ISO 14159 and EN 1672-2 have to be taken into account. These standards define requirements for materials, surfaces, joints, liquid drainage, contamination and cleanability.
Additionally, there is the fundamental role of the EHEDG (European Hygienic Engineering and Design Group), which is the body that assists European legislators, defines and spreads hygienic design standards and provides certification of equipment.
Beyond the EU, there are also other reference regulations: in the USA there are the sanitary standards 3-A, the NSF (National Sanitary Foundation), the FDA (Food & Drug Administration), the GMP (Good Manufacturing Practice) and the HACCP (Hazard Analysis and Critical Control Points); in the UK, there is the BRC (British Retail Consortium).
The norms and guidelines established by all these bodies and systems give rise to what is known as hygienic design, which aims to fulfil the requirements set by them.
Some directives provide for certification of the hygienic design and issuing of certificates if the hygienic design guidelines are met and the prescribed hygiene tests are successfully passed.
BASIC GUIDELINES OF HYGIENIC DESIGN
Basic premises of hygienic design are: to avoid dirt accumulations on all surfaces, making them visible and inspectable, to ensure that cleaning can be carried out easily and to keep the production environment in good condition so as not to constitute a potential contamination source (including the floor of the facility).
Hygienic design concerns the definition of materials, processes, surface treatment, joining techniques and the morphology of the parts themselves in order to ensure the proper construction of the machines to be installed in food production lines and all their components.
Therefore, the following criteria are defined as the basis for hygienic design:
- CLEANING AND SANITIZING: It must be possible to clean the installations, machinery, or surfaces in an adequate manner, eliminating the remains of dirt that can cause the growth of micro-organisms. For this purpose, they must be designed to allow easy cleaning access.
- ACCESSIBILITY: the installation should be easily and tool-free disassembled to ensure access to all areas requiring hygiene, whenever possible and especially when wet cleaning, in which case it should also allow for easy drainage of liquids.
- SURFACES: must be resistant to corrosion generated by the hygiene processes and food itself, while avoiding, as far as possible, the use of surface coatings that could be a source of contamination. They should therefore be smooth, minimising roughness, and dead spots should be avoided. Therefore, they should not contain joints or fissures where leftovers can accumulate, so appropriate welding techniques should be applied for this purpose.
- MATERIALS: The choice of materials is key in the design. Priority is given to materials that are corrosion resistant, non-toxic, easy to clean and prevent the growth of micro-organisms. Stainless steel is generally considered to be the best choice, although corrosion may occur in chemically aggressive environments (e.g. when using cleaning products containing chlorides). For these cases, it is recommended to use FDA and/or 10/2011/EU compliant plastics that are suitable for food contact. The use of metal-detectable plastics is also recommended.
Given all these criteria, it is important to distinguish between surfaces that come into contact with the product and those that do not, for a right assessment on the risk and the hygienic design to adopt in each area.
ADVANTAGES OF HYGIENIC DESIGN
Producers who build their facilities including the hygienic design concept into the plant and into their equipment, achieve:
- FOOD SAFETY: the main purpose is to ensure hygienic production conditions, thus making it easier for food producers to comply with safety regulations and to ensure consumer safety.
- COST REDUCTION: In all production facilities, downtime for cleaning reduces production efficiency and increases costs (labour, energy and quality control). In the case of hygienic design, although it involves a higher investment in the purchase of the equipment, in the long term the TCO (Total Cost of Ownership) is comparatively lower. This is due to reduced cleaning times, energy consumption, personnel costs, together with increased compliance with guidelines and regulations, which results in greater safety for the consumer.
- REDUCED ENVIRONMENTAL IMPACT: The hygienic design, which aims to optimise the sanitising process, allows for a reduction in energy, water and cleaning product consumption.
APPLICATION ON BAGGING LINES
TMI has designed and manufactured many bagging, palletising and stretch wrapping lines for the food industry worldwide, which have included hygienic design in their conception. With the aim of supporting food producers, we have developed solutions that contribute to the following improvements:
EASY CLEANING AND MAINTENANCE
In the bagging process there is one key point where surfaces are of vital importance for food safety: dosing. Here the surfaces are in full contact with the product, and it’s vital that the cleaning can be carried out easily, quickly and thoroughly.
For this purpose, TMI has designed a series of applications that improve maintenance throughout the product dosing units:
-
- Dismountable dosing units: Whether belt or auger dosing units, they can be completely dismantled without the use of tools. This allows operators to carry out a thorough cleaning and inspection quickly and efficiently.
- Automatic water cleaning cycles: Using sprayballs, waterproof connections to water collection systems and air-drying systems, it is possible to initiate automatic water washing cycles from the PLC of the bagging machine itself, optimising cleaning times to the maximum.
- Inclined augers: they allow easy draining of all liquids used in the cleaning cycles.
- No corners: all dosing units are designed to be free of corners where product could accumulate, with open and visible edges, watertight welded joints and no horizontal edges at all.
CLEAN AND SAFE FACILITIES
Beyond dosing, there are many other factors and points in the bagging line where hygienic design is key to ensuring safe food products for consumption:
-
- Materials: TMI can adapt the materials of construction of its bagging machines to the customer's requirements and washing methodologies. Our bagging machines can be built in stainless steel, partially or completely, and FDA-compliant plastic materials are also used for those elements that for technical reasons cannot be made of steel (e.g. flexible product discharge tubes, telescopic bagging spouts, or mesh conveyor belts).
- Minimising product build-up: flat surfaces are one of the main places where product remains or residual dust accumulate and can become a breeding ground for micro-organisms. To prevent proliferation, TMI applies the EHEDG criteria to hygienic constructions, e.g. with the diamond shape construction, which prevents any build-up due to the edge angles. The contact surfaces between components are also reduced to the essential minimum, including the wiring, which is installed along cable guides for easy access and cleaning without the need for removal, giving priority to a vertical rather than a horizontal position.
- Easy cleaning of the line surroundings: the bagging machines, as well as all bag and pallet conveyors, are fitted with as few floor supports as possible, thus facilitating good hygiene in the immediate area around the bagging line. Moreover, the support legs can be cylindrical and/or made of stainless steel.
- Separate electrical cabinets: placing the electrical cabinet in another room allows water washing cycles to be carried out while preserving the safety of the room where the bagging machine is located. It also enables maximum hygiene to be maintained in cases where the bagging machine is located in a clean room. The cabinets can be equipped with different degrees of IP protection and/or inclination of the upper part of the cabinets, if required by the customer.
TRACEABILITY
Beyond directive definitions and the concept of hygienic design, in many cases it is also considered necessary to integrate metal detection systems along the line, as well as checkweighers, to always ensure the safety of the packaged product. These detection systems can be connected to alarms that instantly notify operators, as well as to data collection systems, so that the manufacturer can have actual data on the conformity of the units produced.
SOME EXAMPLES
Such solutions have been incorporated, among others, in the design of the ILERBAG HC, a tubular FFS bagging machine designed for industries requiring a high level of hygiene; also in the construction of an auger net weight dosing system for glucose for pharmaceutical use; another example is TMI's latest development: the ILERBAG V for the food industry, a VFFS bagging machine that has been designed based on the requirements of sugar and chocolate producers.
DESIGN THE HYGIENIC END OF LINE YOU NEED
At TMI we are aware that each project has its own specific requirements. Therefore, we assess the hygiene requirements of each individual project and propose solutions that meet them. If you want further information about the solutions that TMI can offer for your project, please contact us by filling in the quotation form: we will help you!
THE KEYS TO PREVENTIVE MAINTENANCE ON END-OF-LINE
June 29, 2021
Something wrong with your preventive maintenance plan? In this post, you can review the basics of preventive maintenance and get 8 tips to ensure you get the maximum return on your preventive maintenance plan.

17:30 on any given Friday - An alarm rings. The bagging line has been stopped. While a technician checks the fault and replaces a part that had been on its last legs for days, production has to be stopped as well. It's almost the weekend and by Monday orders must be shipped in, no matter what! But the production rate has dropped, and you have to make up for this time lost in repairs with overtime.
You wouldn't want to be in this situation at all, would you?
The opportunity cost of a spontaneous shutdown is beyond quantification. For this reason, it is necessary to rethink maintenance as a strategic need for the company and implement a preventive maintenance plan. Its main purpose is to prevent emergency situations that could jeopardise production and to achieve maximum operational efficiency.
Do you want to know more? We tell you about it:
¿WHAT DOES PREVENTIVE MAINTENANCE STAND FOR?
Preventive maintenance consists mainly of planning and carrying out those actions that are necessary to prevent breakdowns and reduce the probability of asset failure, so that the installation continues to provide the performance for which it was designed. It is recommended whenever the equipment is necessary for the normal operation of the production activity.
Interventions consist of analysing the existing problems of the machine, whereby sensors and internal mechanisms are readjusted, consumable elements such as filters or suction cups are replaced, cleaning tasks are carried out, guides, chains and bearings are greased, belts are centred and tensioned, etc...
Several methodologies can be distinguished:
- Time-based: regular checks are planned, independent of the actual operation of the installation (e.g. quarterly, half-yearly, etc.).
- Usage-based: Check-ups are carried out on the basis of the operation of the installation. For example: every x production cycles, every x bags produced.
- Predictive: In facilities with OEE measurement and artificial intelligence modules, it is possible to predict when certain parts of each machine need maintenance based on the data and indicators obtained. This method is associated with Industry 4.0 as it requires a high level of automation.
- Prescriptive: This consists of anticipating breakdowns, through recurrent checking and monitoring, and preventing them from occurring by scheduling repairs before a malfunction becomes a breakdown.
WHY IMPLEMENT A PREVENTIVE MAINTENANCE PLAN?
Preventive maintenance increases the useful life of equipment, reducing maintenance costs in the long and short term. When machinery is kept in good working order, clean and well-adjusted, its mechanical parts and components do not suffer as much wear and tear and maintain the performance for which they were made for longer. Thus, preventive maintenance is a very effective way of ensuring the proper operation of the critical points of the production line and extending its useful life.
SO WHAT ARE THE BENEFITS OF PREVENTIVE MAINTENANCE?
A well-structured and carried out preventive maintenance plan can be very advantageous for your company, because it...
INCREASES
- The availability of machinery and bagging lines, allowing you to meet ratios and customer orders.
- Equipment reliability, allowing you to make better production forecasts and reduce delays.
- Production throughput, which also provides a better return on investment (ROI).
- Safety and comfort for operators, because you reduce the likelihood of accidents, as well as noise and dusty environments that can be annoying and even harmful to workers.
REDUCES
- Expenses for corrective maintenance and major repairs, which are often emergency repairs (with all the added costs that this means).
- Costs generated by spontaneous breakdowns, including opportunity costs.
- Unexpected production stoppages, which can jeopardise contracts and agreements with your customers.
- Product losses, which in case of high-value products may also result in economic losses.
- Employee overtime: there is no need to compensate for lost hours, if production ratios match the target.
Back to the introduction: No manufacturer wants to be in an emergency situation where the factory is down at the least expected moment. That is why it is particularly interesting to adopt a methodology that reduces the percentage of spontaneous breakdowns and downtime and increases the actual availability of the machinery, while at the same time enhancing the safety of the plant.
We want to help you achieve all the benefits of preventive maintenance, so here are some tips to help you make your plan effective:
8 TIPS FOR PREVENTIVE MAINTENANCE IN YOUR PLANT
1. Plan
In order to carry out preventive maintenance in a meaningful way, the first thing you need is a PLAN. To draw it up, you must take into account the available resources (human and budgetary) and all the critical parts of the line. To this end, you can create a criticality matrix, helping you determine which assets to focus on. If you have a TMI bagging line, you can use the preventive maintenance chart included in the documentation, which details the frequency at which all the parts that make up the machines must be checked, greased, adjusted and cleaned (weekly, monthly, quarterly, half-yearly or yearly).
Keep in mind that, if the preventive maintenance plan is correct, you will spend only 10% of your maintenance time on reactive actions. Therefore, generating a realistic plan and sticking to it will save you time in the future.
2. Use checklists
A checklist can help you to ensure that all parts, assemblies and sub-assemblies of your bagging and palletising machines are properly maintained and keep an overview. You can use it as a maintenance guide and at the same time as a record of what has been observed so that you can take immediate action or take it into account for the next check-up.
TMI technicians who carry out preventive maintenance are provided with an inspection checklist for each machine. Depending on what they notice during maintenance, they will highlight those parts or components that need to be replaced, and give it to the customer so that these parts can be stocked and subsequent maintenance can be carried out.
3. Optimise your stocks
To make preventive maintenance interventions and reactive repairs as efficient as possible, you should make sure that you have in stock those parts that are most likely to need to be replaced. In addition, keeping the necessary spare parts available in advance of maintenance interventions is a good idea, especially if an external technician is coming in. This will help you save costs on additional interventions.
Stocking critical parts and pre-assembled modules can make a shutdown that could last for days, waiting for a part from the manufacturer, last only hours or even minutes.
TMI's Spare Parts Service can help you keep your spare parts inventory up to date so you never have to wait for parts to arrive for maintenance or repairs..
4. Make decisions based on real information
Use the information provided by the OEE module to make decisions. OEE represents the amount of time a line is actually productive. Keep in mind that generally 85% is considered a very good percentage of availability, performance and quality, and that below 60% corrective action should be taken. The goal, however, is always to reach 100%.
UsingTMI's OEE module s a way to maximise the availability of your bagging line, as it provides you with data on bags produced and alarms in real time. This helps you to anticipate operation and maintenance actions.
5. Optimise work recipes
Many of the faults that reduce the availability of a machine are problems in the configuration of the working recipes. If your bagger is not handling bags correctly, or the palletiser delivers unstable loads, it may be due to program maladjustments that often occur at shift changeovers. These malfunctions can end up resulting in breakdowns later on and that is why it is important to include program updates in your maintenance plan.
TMI's Telecare service can help you keep your bagging, palletising and stretch wrapping line programs up to date: The PV Service team connects remotely to the bagging line and can upload upgrades and fix faults with no need to physically come to your site.
6. Identify critical parts and give them priority
By focusing on machine-specific failure modules, you can detect machine malfunctions early and carry out repairs before they affect the performance.
If your bagging and palletizing line is a TMI one, you can request lists of recommended spare parts and critical spare parts from the Spare Parts Service. You can use the information they will provide you with to identify the critical parts and spare parts you need to keep them in good working order.
7. Anticipate
If you already have your preventive maintenance plan in place, you know which days and weeks you are going to dedicate to each area/machine in your plant. This way, you can also foresee the human and tool resources that will be necessary to carry out the maintenance work. Don't wait until the last minute to decide which operator will be assigned to a task: if you plan ahead, your resources will be better distributed.
8. Watch and listen to the TMI technicians performing the inspections
Nobody knows a TMI machine better than its technicians. Take advantage of the interventions of the technicians to get to know your machines better. You will then be able to use this knowledge not only in maintenance, but also in the daily use of the machinery. The visit of a TMI technician is the perfect moment to solve your specific doubts: how should x be checked, how can x be adjusted, ...?
TMI'S PREVENTIVE MAINTENANCE
TMI's Preventive Maintenance service not only offers you the support of an official technician once or twice a year (or as many times as stipulated in your contract) to check all the critical parts of the machine. Each intervention will also provide you with much more than electrical and mechanical checks, software updates, cleaning, adjustments, ... Because the TMI technician always advises you on how to improve the use of the machinery and takes advantage of this maintenance to extend the training of your technicians on the machines, advising your staff and correcting any misuse that is detected. It will also remind the operation of bagging machines, palletisers and wrapping machines to all workers who require it, resolving any doubts on the spot.
If you would like more information on how to contract TMI's preventive maintenance, you can request it using the After-sales contact form: we will be delighted to help you!
WHAT PALLETIZER SUITS YOUR PROJECT BEST? – A QUICK GUIDE
February 02, 2022
If you need to find out about the different kind of palletizers, its benefits, and applications, here you will find a quick overview of the main advantages that each type of palletiser can bring to your production.

There are several types of palletizers in the market, that can cover different needs of production and packaging. But not every palletizer is suitable for every manufacturer, production, and project. So, how to choose the right one?
Let’s find out about the main features and benefits of each, focusing on bag palletizing:
ROBOTIC PALLETIZERS
When considering palletizing for your bagging line, surely the first that comes to your mind is the Robotic palletizer: a Robotic Arm that picks bags, boxes, bundles… and puts them on a pallet with mathematical precision, normally using a gripper or a vacuum system. But do you know the advantages of this system?
Robotic Palletizers are…
- Flexible: A robotic arm palletizer is able to palletize bags, boxes or bundles simultaneously in the so-called multi-palletizing configuration.
- A useful tool for simultaneous palletizing of different products or batches, providing from different production lines, onto different pallets.
- Cost saving: a well-designed layout will allow one single robot palletizer to do the work of 2 or 3 conventional palletizers.
- Modular: you can start with a simple configuration and later on upgrade the line with automation elements.
- Versatile in the layout configuration: very convenient to those sites with space constraints such as hindering constructive elements and low-height.
So, if you have identified some of your project’s characteristics above, a robotic palletizer such as ILERPAL R may be the type of solution you need for your line.
If not, maybe what you need is not necessarily a robotic gripper, so let’s find out about further options.
GANTRY PALLETIZERS
Gantry palletizers are simple and robust solutions that can offer a quick return on investment, thanks to its optimized design. Despite not being known as such, these are also robotic palletisers, since palletising is carried out by a 4-axis Cartesian robot that moves within the frame of a gantry. Hence the name.
They are mostly suitable for end-of-line applications with a low to intermediate bag output (up to 420 bags per hour) where bags need to be overlapped (open mouth bags), although they can also palletize valve bags and FFS bags successfully.
Gantry type palletizers offer…
- Small footprint and optimised space: its modular design also allows compact configurations suitable for small spaces.
- Adaptability: they can be configured as a full automatic solution with pallet dispenser, palletizing station and pallet transport on roller conveyors, or as a half automatic solution, with a pallet on the ground configuration with human intervention in the palletising process.
- Little investment for great results: It’s a cost-effective affordable solution to palletize goods.
There are several companies in the market offering gantry palletizers that are fairly good, but the flexibility of TMI’s Gantry type palletizer ILERPAL P, is to be highlighted: It has been extremely optimised, and with its simple structure and composition reaches great results on palletising while keeping costs in check, which is key to ensuring competitiveness.
LAYER PALLETIZERS
There are several kinds of layer palletizers. Amid them, the most common distinction in the industry is between high-level-layer palletizers and low-level layer palletizers. Aside from the differences in operation between the two types, layer palletisers work as follows:
The bags are lifted to the palletising position, i.e. the layer forming deck, where 4 side pushers are responsible to drag bags together and shape each layer. Layers lie directly on gates that open to place each one on top of the previous.
At TMI the model for High-level layer palletizer is ILERPAL C, which can reach an output of up to 2200 bags per hour, depending on configuration.
Layer palletizers are…
- Fast: using side pushers to form layers, ensures the highest possible output at the end of line, as several bags can be placed in position at the same time.
- Useful for those production lines where volume and productivity are needed to ensure competitiveness.
- Effective: pallet layers are perfectly aligned and stable at all times during transport.
- Energy saving: the components of ILERPAL C have been chosen to provide savings of between 20% and 25% compared to other types of gears generally used in palletizing systems.
All in all, layer palletisers are a very good option for medium to high outputs, where products are bagged in valve bags or FFS, which do not require overlapping.
For those cases where high output bag overlapping is required, hybrid palletisers were created:
HYBRID PALLETIZERS
Hybrid palletisers aim to fulfil the following needs:
1. Palletising open-mouth bags
2. Doing it at high speeds
How to do it without compromising the shape of the bags and pallet stability?
Hybrid type palletizers combine features of both robotic and layer palletizers, to achieve further palletizing performance levels for open mouth bags. They are similar to high level palletizers, but they perform the layer forming by means of robotic grippers and cartesian axes, always with the help of side pushers. This means higher output can be achieved while keeping the bag shape and the pallet stability optimal.
Hybrid Palletizers offer…
- Optimal pallet finishes in high production with open-mouth bags, keeping its shape thanks to overlapping.
- Versatility: Combined bag gripper and layer forming guides ensure an optimum handling of a wide range of bag formats.
- Stability of the pallet as it still counts with side pushers that aligns each layer perfectly to the other and at an optimal pallet size.
- Small footprint, whether it's because of the compact design or the shorter upward travel of the bag, hybrid palletisers are often great space optimisers.
TMI counts with two models of Hybrid palletizers: ILERPAL H and ILERPAL W, each of them with different features and strengths, which can respond to the needs of a large number of manufacturers.
WHICH PALLETIZER DO YOU NEED?
Does some of this palletizer features suit the needs of your project? Ask us for a quotation and we will be glad to study your case to offer you the best solution for your end-of-line.
MOULIN DESGUÉS – A PALLETIZATION AUTOMATION SUCCESS STORY
December 28, 2021
Moulin Desgués is an independent, family-run mill founded in 1891 that produces premium flour for the region’s artisanal bakeries and strives to use technology to maximize quality. We talked to Nicolas Desgués about his experience with the TMI bagging line installed at the mill.

ABOUT THE COMPANY
Moulin Desgués was born in 1891 when Philidor Desgués became a miller at Bazoges Mill. In 1949, the family acquired Acigné Mill, in Brittany, France, and named it Moulin Desgués. This is where the company’s production would take place. The company, directed by David and Nicolas Desgués, is still an independent, family-run business today.
Its main activity is the production of flour for artisanal bakeries in France, which they deliver exclusively within a radius of 200 km. Proximity to the customer is one of the three pillars of the company’s values. The other two are premium quality and the origin of the wheat, which is always 100% French.
Indeed, the business aims to produce flour of a higher quality than was ever possible before. Thanks to these efforts, Moulin Desgués flour has been awarded LABEL ROUGE certification. To maintain this label, the company undergoes yearly audits and the quality of its flours is analysed on a very regular basis.
THEIR NEEDS
Previously, flour sales consisted of 50% bags and 50% bulk, as was the standard in the industry. But for around five years now, the trend has evolved considerably, leading to a ratio of 80:20 in favour of bags. The main reason for this is that bakers are less and less willing to invest time and effort in maintaining flour silos, when they can simply buy a bagged product that offers the same return.
As a result, almost all flour today is sold in 25 kg bags, which requires palletization of the packaged product.
Moulin Desgués already had a TMI ILERFIL ANS manual bagging machine, with net weight dosage and an auger, which was installed in 2014. However, all palletization was done by hand, which was time-consuming and onerous for employees, due to growing demand for bags. To help them along, the need for an automatic palletizer was identified.
WHY TMI?
Nicolas Desgués defined his end-of-line needs precisely and got in touch with TMI: the company that made and installed the bagging machine with which he is still very satisfied. He says, ‘I bumped into Gerard Martinez, TMI’S salesperson, at the Vrac Tech Trade Show in Le Mans. I’ve known him since we got our bagging machine installed. We talked about my new palletizing project’.
THE TMI SOLUTION
Our technicians analysed the client’s needs, the space available, and the production and working conditions, and concluded that the most suitable solution for Moulin Desgués was the ILERPAL P: a gantry-type Cartesian bag palletizer with robotic gripper that can palletize up to 420 bags per hour. This is a simple installation that guarantees high precision. As well as being robust and cost-effective, the ILERPAL P is a compact machine, so it fits easily on a business’s premises, even in a tight space. It can palletize bags from 5 to 50 kg and offers flexibility and speed when it comes to bag changes.
First of all, we proposed a new ILERPAL P palletizer to Moulin Desgués, as is the norm for TMI, as our main activity is manufacturing machines. But just at that time, a TMI client in Spain decided to increase their production capacity with an ILERPAL H palletizer, and put their existing ILERPAL P up for sale.
As it had a similar configuration to the one Moulin Desgués needed, TMI spotted a great opportunity for the client and let them know. Nicolas Desgués tells us more: ‘First, we received a proposal for a new ILERPAL P palletizer, then we were offered the same model second hand. It was a great deal, because the palletizer was very new and in perfect condition’.
PROJECT EXECUTION
The palletizer sold by the Spanish client was used for seeds and needed some modifications. Moulin Desgués was notified that this would take some time, but much less than making a new machine would take.
Some adjustments also needed to be made to the mill, before the palletizer could be installed: ‘We needed to raise the floor level where the palletizer was going to be in case of flooding’.
Meanwhile, TMI adapted the machine configuration to the client’s bags, and it became clear that not all bag formats would work: some made the pallet unstable for transport. The client explains:
‘During testing in the TMI factory, we were told that the shortest bags were causing problems. And it was true: we saw that we needed to change the bag format for the pallet to be stable and arrive at its destination without a hitch’.
We therefore adapted and standardized the bag measurements, ensuring better stability with bags of the same length to make sure the pallets stay secure during transport.
When the palletizer was ready to be installed on the client’s premises, the TMI after-sales department technicians picked up the baton. According to Nicolas Desgués, the installation process went smoothly: ‘We got on well with the TMI technicians, who were very professional. They listened to our needs and agreed to make a few small modifications on site. The training was really suited to our use of the machine. The technicians took their time to explain how to use the palletizer in an optimal way’.
IN ACTION

The complete bagging and palletization line has been in action for four months now at Moulin Desgués. This is not much when compared to a machine’s total useful life, but the results seen by the client are already excellent: ‘It is exactly what we were expecting, and above all, we are relieved not to have to put the pallets together by hand any more. We have adjusted some of the palletizing pattern settings, like the TMI technician taught us’.
As well as a significant reduction in health and safety risk on the premises, as ‘less pressure is put on the joints and the back’, the client is seeing an optimized work process and a serious productivity boost: ‘This saves us a lot of time: now, just one person can do this work, whereas two were needed before. This frees up time to do other things within the business’.
ALWAYS AT THE CLIENT’S SIDE
One of TMI’s core values is to accompany the client throughout the journey of defining their bagging line project and in the decision-making process. Here, TMI identified an excellent opportunity for the client and provided the technical support needed to successfully install a palletizer that fully meets their expectations and fulfils their needs.
Want to know how TMI can help to improve your production line’s productivity? Contact us through this form for advice adapted to your needs!
ADDITIVE MANUFACTURING, IIoT and VIRTUAL REALITY: OUR COMMITMENT TO INDUSTRY 4.0
December 20, 2021
Everyone’s talking about digital transformation; it’s a challenge which, now more than ever, industries and companies of all sizes are having to take on. In this article, we’ll look at the steps TMI has been taking on the road to Industry 4.0.
TMI offers customised solutions to meet the bagging and palletising requirements of its customers, who come from a wide range of sectors and have products with diverse characteristics. At a management level, this implies a certain degree of complexity.
Within this context, for a company defined by its open capacity for innovation and process improvement, like TMI, Industry 4.0 is a godsend.
WHAT IS INDUSTRY 4.0?
The main aim of the transformation is to move to smarter and more efficient production processes by digitalising factories. This approach to industrial processes affects production mechanisms and the value chain, enabling machines to exchange information in real-time so that manufacturing processes become more visible and controllable and decision systems become more autonomous and data-driven. Ultimately, this all leads to improved flexibility in production chains.
This process of optimisation focuses on 3 fundamental pillars:
- Improving processes, by enhancing the efficiency of employees, the materials used, energy consumption, etc.
- Improving product performance, including enhancements in quality and adaptability, and the consistency of those two aspects.
- Creating new value, which involves generating new features and business models that operate within the circular economy.
In short, everything goes through some type of enhancement, but this in itself presents us with another obstacle: you can’t improve something you can’t measure. Therefore, measurement and digitalisation tools become a critical part of the process.
But, how do we achieve this much-talked-about digitalisation?
STAGES OF DIGITALISATION
According to the “Industry 4.0 Maturity Index” study published by Acatech, the German Academy of Technical Sciences, companies today are still tackling the challenge of creating the fundamental conditions needed to implement Industry 4.0, whose basic requirements revolve around computerisation and connectivity.
COMPUTERISATION
This is the first requirement and provides the basis of digitalisation. In this stage, different information technologies are used in isolation from each other. This stage is already well advanced in most companies and is primarily used to perform repetitive tasks more efficiently.
CONNECTIVITY
The isolated deployment of information technology is replaced by connected components. Widely used business applications are all connected to each other and mirror the company’s core business processes. Parts of the operational technology (OT) systems provide connectivity and interoperability, but full integration of the IT and OT layers has not yet occurred.
VISIBILITY
Consists of creating a digital shadow of the company. Sensors enable processes to be captured from beginning to end with large numbers of data points. This makes it possible to keep an up-to-date digital model of factories at all times. We refer to this model as ‘the company’s digital shadow’, and it can help show what's happening in the company at any given moment so that management decisions can be based on real data.
TRANSPARENCY
The company focuses on understanding why something is happening to later use this understanding to produce knowledge by means of root cause analyses. To do this, it has to identify and interpret interactions in the digital shadow, and the captured data must be analysed by applying engineering knowledge, which will support complex and rapid decision-making.
PREDICTIVE CAPACITY
Once it has reached this stage, the company is able to simulate different future scenarios and identify the most likely ones. As a result, companies can anticipate future developments so that they can make decisions and implement the appropriate measures in good time.
ADAPTABILITY
It allows a company to delegate certain decisions to IT systems so that it can adapt to a changing business environment as quickly as possible.
SMART FACTORIES NEED SMART WORKERS
One aspect of digitalisation that cannot be overlooked is training and the human factor: successful implementation of the stages described above relies heavily on having a human team that is prepared to adopt new work methodologies that will make them more agile.
In the Industry 4.0 paradigm, the work team must be considerably more agile, cohesive and coordinated at all times, and initiative and self-management skills become vital. This is where new work methodologies and ‘Agile’ tools come into play, with multidisciplinary teams seeking maximum operational precision through clear and effective communication to save time and anticipate any changes that might arise during the course of a project.
INDUSTRY 4.0: TMI’S COMMITMENT
We are a highly technological company with a team of 30 engineers from different work areas: electrical, mechanical, automation, etc. These engineers interact in an agile way to be open to the constant flow of information that comes with Industry 4.0. Ensuring day-to-day integration can sometimes be challenging, but we remain steadfast in our commitment to maintaining this constant flow of knowledge and tools.
It is with this mindset that TMI has embraced the following concepts and integrated them into its processes and products:
1. ADDITIVE MANUFACTURING MEANS SIMPLIFICATION
TMI specialises in product customisation - the reality faced by each of our clients demands it, and, as a result, we manufacture machines that can comprise around 1,000 parts or more. If we expand that to a whole packaging line, which can include a bagging machine, a dosing system, a palletising system and a wrapping system, we’re looking at 5,000 parts per installation as a minimum.
Due to their high degree of customisation, many of these parts are unique, one-off pieces rather than being manufactured in a series. How, then, do we simplify the manufacturing process of this vast quantity of parts to improve in terms of costs, masses, mechanics, etc.? The answer is additive manufacturing.
Additive manufacturing, commonly known as 3D printing, is a constantly advancing technology that reduces the waste, cost, manufacturing time and intermediate processes, like producing tools, involved in the production of customised components. It has allowed the task of making complex parts that used to require multiple manufacturing processes (machining, laser-cutting, metalwork, various treatments, ...) to be simplified to an almost unsurpassable level.
2. IIoT MEANS KNOWLEDGE
IIoT stands for Industrial Internet of Things. Although related to the Internet of Things (IoT), it’s a somewhat different concept because, in addition to pursuing the interconnection of all the electronic parts of a system, it also seeks to ensure that they, and the processes they’re involved in, achieve maximum efficiency.
Currently, most of TMI's machines have integrated sensors that collect information on their efficiency and display it on a screen to assist the operator. This is known as OEE, and it’s a TMI standard that we believe to be vital, because it provides essential knowledge for both the user and the manufacturer of the machine.
Data acquisition is one of the advantages of IIoT: it contributes to decision-making based on quality information and opens up new ways of predicting what maintenance will be required or how regularly spare parts will need to be ordered.
3. VIRTUAL REALITY MEANS SECURITY
One of the great challenges of manufacturing customised lines is its complexity: TMI works with diverse sectors with very different requirements and products with a range of different behaviours. Consequently, our projects involve a high level of innovation, and innovation means doubts.
Fortunately, we can now use virtual reality to address them: it allows us to anticipate, and this is invaluable in the design process. Being able to see a machine or a line and interact with it allows us to visualise its dimensions and how they affect safety, ergonomics and operation.
FROM SCIENCE-FICTION TO REALITY: A REAL-WORLD EXAMPLE
To demonstrate how virtual reality can be applied to the design process of a packaging line, let’s take a look at how TMI helped a large global food manufacturer with a project that was critical for its business and its future.
What were the customer's expectations?
- Improve productivity
- Change the packaging to move the target from B2C to B2B
- Optimise energy consumption in all their industrial processes
- Reduce the environmental impact of the packaging, eliminating the cardboard boxes the bags were previously placed in.
It was a made-to-measure project from start to finish, which entailed increased risk, demanding deadlines, and a complex solution with high-level requirements.
TMI turned to virtual reality to simulate the line and share the design with the client to get a real feel for their expectations and see if both companies were on the same page.
This interaction with a fictional reality prior to manufacture gave us several advantages:
- We were able to put all the critical aspects of the project on the table and reach an agreement.
- Both parties felt more secure and confident in the project.
- We were able to simulate the technicians' working environment in advance: all the people involved in manufacturing the line (designers, electricians, technicians...) were able to familiarise themselves with it. This gave them prior knowledge of the order in which the components had to be assembled, how to do it, how to access the multiple parts, etc.
IN CONCLUSION
The tools that come with Industry 4.0 are neither a utopia nor are they only applicable to large multinationals or huge-scale projects: SMEs can also benefit from using them, albeit one step at a time.
TMI LAUNCHES THE NEW ILERBAG HC: FFS BAGGING MACHINE WITH A CLEAN DESIGN
May 15, 2020
The experience and know-how that TMI has gained in the food industry, together with the previous experience of the customer, have led to developing a bagging machine that is highly accurate and efficient in the hygiene processes that are essential to food industry.

A technology company like TMI that develops solutions for so many different industries, will have to face from time to time a challenging project that, once taken, represents the opportunity for a quantum leap.
The experience and know-how that TMI has gained in the food industry, together with the previous experience of the customer, have led to developing a bagging machine that is highly accurate and efficient in the hygiene processes that are essential to food industry.
This was the challenge for TMI:
The customer needed a solution to bag an unstable hygroscopic product (sodium lactate) in 25kg bags for the food industry, which implied a strict washing routine. Additionally, the cost and market price of the product required a high dosing accuracy.
A crucial point was that powder release during bagging process had to be avoided at any costs and the structure had to be designed to prevent product accumulations.
The customer’s experience so far suggested that the continuous washing process needed to be improved in order to reduce the rusting, wearing and maintenance of the bagging equipment.
The customer had been bagging its product with HFFS system and wanted to continue using the same kind of technology. HFFS allows for a consumable standardisation while keeping the approved technical configuration of the bag, which protects the product from the air moisture.
The space for the machine had to be a small area, as the room to be placed needed to be completely climatized, thus saving climatization costs to the customer.
This is the solution by TMI:
Given this scenario, TMI has developed the ILERBAG HC: This special FFS bagging machine has been designed to be completely washable, tool-less operational, complying food-grade specifications and highly accurate and safe, while staying compact.
- Completely washable: The ILERBAG HC is fully water-resistant, indeed it has been completely constructed in Stainless Steel, as it must be washed thoroughly every end of cycle. To this scope a special water collection system has been designed to fit the bagging spout and connected to the customer’s drainage system. This contributes to prevent an increase of humidity in the room that could harm the conditioning of the room and with it the product itself. Additionally, several entrance points for conditioned air have been foreseen to dry the entire machine before the bagging process.
- Tool-less operation: The tool-less operation design of the dosing system guarantees accessibility and ease on the cleaning process. Its configuration with manual clamps allows the access all over the machine so that the operators can open each section easily by hand and clean it separately. Thus minimizing, on the one hand, the handling times and with it the cleaning changeover labour costs; and, on the other hand, the risk of dropping tools into the parts in contact with the product.
- Food-Grade Compliance: The ILERBAG HC has been fully designed to provide 200 filled and sealed bags per hour keeping a clean working environment. Product leakage has been minimized, whereas a supplementary aspiration system has been installed to prevent any powder to pollute the environment, for even more hygiene. Diamond shape design was used for construction of all structure elements, in order to avoid product accumulation on the machine’s surfaces. Additionally, the ground support points have been reduced to a strictly minimum, which makes the machine base and surroundings much more accessible for cleaning. Finally, the wiring has been prepared to leave all connections outside of the cleanroom, where the control cabinets are placed.
- Accurate and safe: Its dosing system consists on a Loss-weight scale with a vertical auger screw transport that assures the highest accuracy in the bagging process, while keeping the right output rhythm. A further benefit of this dosing system, in contrast to horizontal screw systems, is its small footprint. There is a double point metal detection system to ensure the safety of the bagged product.
The applications of ILERBAG HC
All these features make from ILERBAG HC a perfect machine to work in the food and the chemical industries where powdery products are produced. ILERBAG HC is suitable for those industries where a thorough cleaning and a dust-free environment are key for the proper operation of the plant. This compact solution is designed to suit small climatized or white rooms. Its tool-free configuration together with its high-accuracy contribute to increasing overall production efficiency in the bagging process, while saving a big amount of downtime implying a reduction of labour costs.
THE BENEFITS:
- Low Downtime: The opening and cleaning times are much faster thanks to its tool-free designs, reducing labour and saving significantly in cleaning costs alone.
- + Hygiene: Cleaning and maintenance processes have been made easier and faster. The configuration of the machine provides for a roast-free washing and drying routine.
- Dust-free environment: Air-tight joints throughout the dosing system together with aspirations avoid any product leaking, providing a clean environment.
- Small footprint: Very compact solution suitable for the most challenging layout configurations.
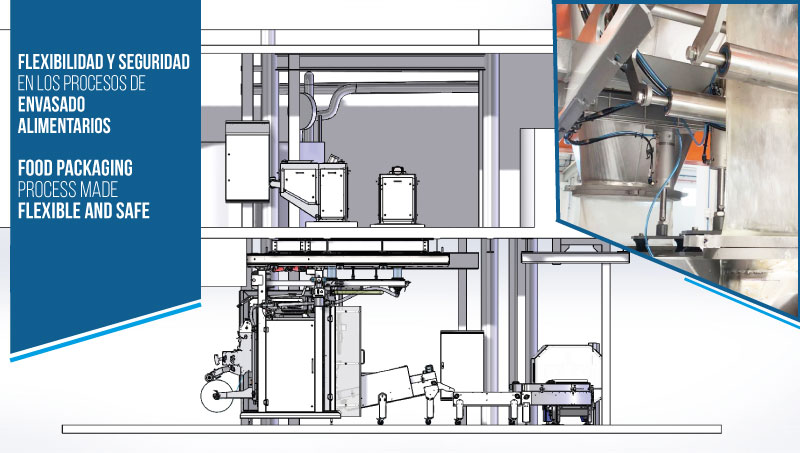
ONE BAGGING MACHINE, TWO DOSING SYSTEMS: FLEXIBILITY AND SAFETY IN FOOD PACKAGING PROCESSES
April 30, 2021
TMI's new solution enables two very different products to be bagged with a single FFS bagger with hygienic food grade design.
TMI has developed and manufactured a customised solution for a major international sugar producer that needed to bag two different products with very different performances. The in-depth knowledge of our product engineers, together with the customer's expertise, has allowed us to develop this solution for bagging two types of sugar using a single bagging machine.
The needs of the customer
The customer produces mainly two types of sugar: Soft Brown Sugar (SBS), which is highly mellow, adherent and difficult to handle, and Coarse Medium Sugar (CMS), which has a completely different behaviour and can be easily dosed by gravity.
Up to now, the customer was using a semi-automatic belt-weighing bagging machine, which was not specially designed for SBS. This generated a significant loss which at the end of the day would result in hundreds of kilos being stored in a reject bin. Therefore, one of the main goals was to reduce it.
The customer had assigned a limited space for this process automation project, which was too small to accommodate two bagging machines. Therefore, it required a single bagging machine that could handle both products.
A further important factor for the packaging of the two different products was the preservation conditions, which depended on the properties of each product: SBS requires an airtight vacuumized bag in order to preserve its properties for a longer period of time. CMS, on the other hand, requires breathable packaging to prevent the forming of clumps.
Because sugar is a food product, it requires a high level of hygiene. In this case, frequent water cleaning together with thorough drying of all parts in contact with the product were key to the design of the solution, which had to include food-grade finishes, such as parts in contact in AISI 304 stainless steel or FDA-certified.
And all this while maintaining a minimum nominal production of 7 bags/minute, and a maximum speed of 10 bags/minute in 20kg bags of FFS film.
The solution from TMI
TMI proposed the ILERBAG V flat film bagging machine to the customer, given the need to install an automatic bagging machine with FFS technology.
Having carried out the required tests in the TMI laboratory (ILERLAB), it soon became clear that this project required two different dosing systems: gravity and conveyor belt. This automatically opened the door to develop a bagging machine that could switch between the two dosing systems and which would allow:
- packaging 2 products with a single bagging machine,
- to use the minimum space necessary for packaging,
- to alternate filling and cleaning cycles,
- to pack hermetic or breathable bags, depending on the product.
These were the keys to the design of the ILERBAG VNGT:
MOVABLE BAGGING MACHINE
Easy and precise position switch: The ILERBAG VNGT shifts from one dosing system to the other by means of an upper rail system. It has three positions, enabling the bagging machine to be placed under each of the weighers and in a third position for maintenance.
Automatic connections: as soon as the machine is in position under one of the weighers, the connecting mechanism is activated by means of a pneumatic cylinder and flexible connections, the connector drops down, locks into position and automatically fastens onto the bagging machine.
HYGIENE
Quick and easy water cleaning: An automatic cleaning system with internal circulation and strategically placed sprayballs that apply hot water to all the internal surfaces of the dosing system. This water is evacuated by means of a watertight collecting system and is directed to the drainage point. This cycle is activated automatically by recipe and runs for 5 minutes. Finally, an air drying cycle is activated, preparing the surfaces to come in contact with the product.
Minimal floor support: Thanks to the upper guiding system, the bagging machine remains in contact with the floor only during bagging operations.
Minimised loss: A double scraper system optimises the packaging process by recovering the product stuck to the conveyor belt, which falls into the weighing bucket during filling. This minimises the wastage of product, which occurred with the previous system used by the customer.
FLEXIBILITY
For the packaging: The same bagging machine can be used to produce airtight bags for Soft Brown Sugar, and it can also perforate the bags with the integrated punching system.
For operation: While the ILERBAG VNGT is working under one of the two dosing systems, the cleaning cycle can be activated in the other, so that the overall operation and hygiene process is optimised.
EASE AND SAFETY OF OPERATION
Tool-free operation: Both dosing units are designed to be completely disassembled without the use of tools, likewise the reel change system, the forming tube and the punching device.
Safe position change: The position change is carried out using a pushbutton terminal with dead man's device, which ensures safety around the machine during movement.
Quick and safe connections: The harting connections ensure that the change of position of the bag exit conveyor belts can be carried out quickly and easily, with a quick connection of the wiring.
TMI Técnicas Mecánicas Ilerdenses SL in the framework of the ICEX Next Program, has been supported by ICEX and co-financed by the European ERDF fund. The purpose of this support is to contribute to the international development of the company and its environment.
TMI, en el marco del Ministerio de Industria y Turismo, ha desarrollado un proyecto titulado 'Implementación de mejoras integrales a los procesos, calidad y trazabilidad de TMI', subvencionado por dicho ministerio y financiado por la Unión Europea a través de Next Generation EU, en el marco de la convocatoria de apoyo financiero a planes de innovación y sostenibilidad en el ámbito de la industria manufacturera 2022.








Address
Polígono Industrial Camí dels Frares,
C/ Alcarràs, parc 66 - 25190 - Lleida · SPAIN Tel.
+34 973 25 70 98